
Anion Specialty Chemicals recognizes that one of the largest threats to your business’s production time is kiln downtime. We also know that Slick-Bar® is the best way to affect optimal lubrication performance to this crucial interface between the kiln tire and kiln shell.
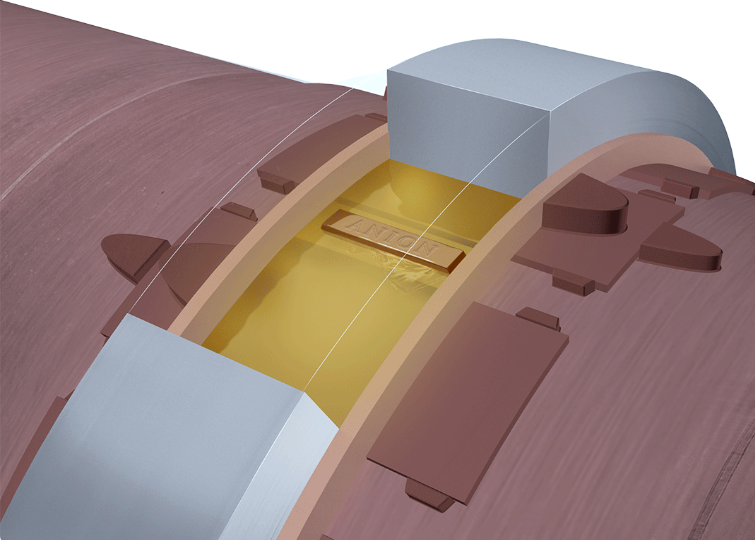
Slick-Bar® is recognized around the world as the world’s premier solid lubricant bar that is easily inserted between the kiln tire bore & kiln shell. When inserted, Slick-Bar® goes to work by slowly melting as the kiln is turning, which releases the graphite, copper & other specialty lubricants to the area of application.
Slick-Bar® is used in all of the major manufacturers of rotory kilns & dryers and is a proven solution for your kiln’s preventative maintenance programs. Slick-Bar® works by decreasing the friction on the surface of the kilns filler bars & the riding ring.


Slick-Bar® dissolves leaving no harmful chemical residuals.
Application times are under a minute per tire.
With Slick-Bar® there is no special mixing requirements
Slick-Bar® is an important, yet simple, part of your overall kiln preventative maintenance program which can greatly reduce more costly unwanted kiln downtime & kiln repairs.
Color | Bronze | Bronze | Bronze |
Functional Solids Content % | <70 | <70 | <70 |
Demension Of Bar L x Wx H, in | 10 x 2 x 5/8 | 10 x 2 x 3/8 | 10 x 2 x 1/4 |
Unworked Penetration Base ASTM D1217 | <11 | <11 | <11 |
Melting Point °C(°F), ASTM D3418 | 48-55 (118-131) | 48-55 (118-131) | 48-55 (118-131) |
Spontaneous Ignition Temperature °C(°F), LEDSC | >593 (1100) | >593 (1100) | >593 (1100) |
Flash Point °C(°F) (COC), ASTM D92 | 204 (400) | 204 (400) | 204 (400) |
Falex Pin & Vee EP Ibf, ASTM D3233 | 1200 | 1200 | 1200 |
Smooth | Smooth/Hard | Smooth/Hard | Smooth/Hard |
Packaging | (50)/Case | (50)/Case | (50)/Case |
Most companies with rotary kilns experience high tire stop block pressure and sometimes the locking of the kiln shell to the tire. The source of the difficulty is friction between the tire ID and the support pads. Consequently, stop block wear is always accompanied by wear of the tire support pads. Friction between the tire ID and the support pads occurs if the plane of the tire is not perpendicular to the shell axis. Given this condition, there are two components to the rolling motion of the shell within the tire: a circumferential component and an axial component. The axial component of motion is limited by the tire stop blocks. The greater the tilt of the plane of the tire relative to the shell axis, the greater the load on the stop blocks.
The non-obvious, and most damaging consequence of the axial force component between the tire and the shell is the wear of the tire support pads. As stated above, the pressure on the stop blocks is caused by the interaction between the tire ID and the support pads, so stop block loading is always accompanied by wear of the support pads. Support pad wear leads to high tire clearance, high shell ovality and, ultimately, refractory failure.
The angle between the plane of a tire and the shell axis is determined by the support roller slopes. To relieve high pressure on the stop blocks, the roller bearings must be shimmed on the uphill or downhill side, the same side where the stop block overload occurs.
It is very important to recognize that two independent sets of forces control mechanical stability at a tire section. One set of forces acts between the tire and the support rollers. The axial component of this force is the function of the angle between the roller axis and the shell axis in the horizontal place, in other words how much the support rollers are ”cut”. The amount of “cut” controls the force with which the roller pushes the kiln in the uphill or downhill direction. The second set of forces acts between the tire ID and the support pads. The axial component of this force controls the pressure on the tire stop blocks and the rate of wear of the tire support pads. This force is the function of the slope of the support rollers. It is important to recognize that the roller slope must be changed to move a tire relative to the stop blocks, and horizontal bearing adjustments have to be made to force the kiln uphill or downhill. A tire cannot be moved away from overloaded stop-blocks by adjusting the support roller bearings.
The shell axis slope varies from pier to pier. There is a vertical shell deflection caused by gravity at each span between tires. The magnitude of this shell deflection is not the same uphill and downhill of a tire, and the tire section axis tilts in the direction of the higher deflection. Unless the support rollers are shimmed to the tilted axis slope (as opposed to the kiln’s overall slope), the tire plane will not be perpendicular to the tilted tire section axis. The rollers on a kiln have to be set to slopes based on shell deflection consideration, or the wear of the support pad and stop blocks will be greater than necessary.
The magnitude of the shell deflection between piers is difficult to calculate. The process is quite complex, requiring calculations with several approximations and five or more variables. The calculations are further complicated by variations in brick thickness, shell thickness, and refractory coating. Under even the best of circumstances, the proper slope of the support rollers can only be approximated. As the refractory wears or is replaced, the shell temperatures, pier loads, and shell deflections will change and the roller slopes will no longer be consistent with the ninety-degree angle requirement between the tire planes and the tire section axis slopes.
SUMMARY:
For the above reasons, the support pads of the kiln must be lubricated. Lubrication of the tire ID will permit the stable operation of a kiln that has less than ideal roller slopes which is the condition of almost all kilns.
To remedy this situation going forward, Anion Slick Bars & a competitor’s brand were compared side by side on the same kiln. Four bars were used per week, per pier, for 60 days each. At the end of the 60 days, the customer said it was apparent that the competitor’s product required six bars instead of four on each pier to accomplish the desired amount of lubricant needed to lubricate the kiln shell/tire interface. In addition, the customer also observed that the competitor’s bar was melting inconsistently & as a result, there was a sustainable amount of half-melted bars on the ground under the piers.
CONCLUSION:
As in these cases, and hundreds of others, Anion Slick-Bar lubricant promoted slippage and thus eliminated erosion between the tire and the support pads. As a result, the wear of the support pads and stop blocks were reduced to a tolerable level and mechanical stability was maintained.
Anion Slick-Bars | 50/Bars Per Case |
|---|---|
Dimensions | 10.5″ x 3/8″ x 2″ |
Item Code | SB-HT-37 |
Weight | 22/lbs |
Anion Slick-Bars | 50/Bars Per Case |
|---|---|
Dimensions | 10.5″ x 5/8″ x 2″ |
Item Code | SB-HT-62 |
Weight | 35/lbs |
Anion Slick-Bars | 50/Bars Per Case |
|---|---|
Dimensions | 10.5″ x 3/4″ x 2″ |
Item Code | SB-HT-41 |
Weight | 42/lbs |
Anion Slick-Bars | 50/Bars Per Case |
|---|---|
Dimensions | 12″ x 1.5″ x 1.5″ x 1″ |
Item Code | SB-HT-41 |
Weight | 32/lbs |
Prior to use, make sure the kiln is at an operating temperature above 135F before using Slick-Bar.
Directions:
Insert Slick-Bar on the up-hill side of the rotating kiln every 1/4 revolution. Insertion of each bar should be manually inserted between the filler pads at the 5 or 7 o’clock positions. Apply this amount every 4 hours until the kiln is up to full temperature.
Kiln Diameter | Number of Slick-Bars |
|---|---|
10 Ft. | 3-Bars – Per Pier, Per Week |
10-13 Ft. | 4-Bars – Per Pier, Per Week |
13+ Ft. | 5-Bars – Per Pier, Per Week |
You can utilize the power of predictive kiln maintenance to protect your kilns from unnecessary wear and tear. Anion Slick-Bar® Kiln Tire Lubricant is a specially formulated blend of graphite, copper flakes and soft metal powders enclosed within a natural carrier. When applied to your kiln, SlickBar® dissipates and simultaneously lubricates both the support pad outside diameter and the kiln tire internal diameter. This in turn:

Our solid slow melting lubricating bars incorporate (EP) Extreme Pressure Additives that are unmatched in the industry.
They are designed to provide superior lubrication to the tire/ shell interface and to minimize wear on major components in the most extreme environments. Anion recognizes that kiln downtime is the largest threat to your business’s production time.
We also know that Slick-Bar® is the best way to affect optimal lubrication performance to this crucial interface between the kiln tier and kiln shell.
Slick-Bar® is recognized worldwide as the world’s premier solid lubricant bar that is easily inserted between the link tire bore & kiln shell. when inserted, Slick-Bar® goes to work by slowly melting while the kiln is turning, which releases the graphite, copper & other specialty additives& lubricants to the area of application.
EP additives work by forming a sacrificial layer that adheres to the metal surface and provides additional protection against wear and friction.
In addition to load-carrying and anti-wear properties, extreme pressure additives provide excellent resistance to oxidation, corrosion, and rust. They help extend the life of the lubricant and equipment by minimizing wear, increasing efficiency, and reducing the risk of equipment failure or damage.
Extreme pressure additives are especially suitable for applications where heavy loads, high temperatures, and
risk of metal-to-metal contact exist, such as gears, bearings, and transmissions. These additives help extend the life of the lubricant and protect components from wear and corrosion.
Kiln shell temperature profiles show that there can be wide temperature ranges that exist at difference points along the length of the kiln. Fortunately, Slick-Bar® meets this challenge by offering a bar that meets all of these tough temperature differences the first time all the time.
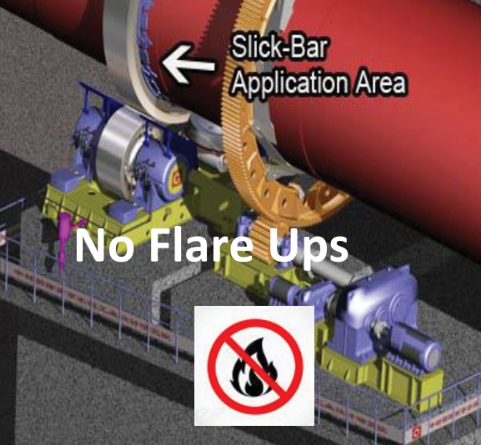
Slick-Bar® is the most economical tire/shell melting lubricant available on the market today. Unlike other bars, Slick-Bars® will not flare up and it has an ignition point of over 1100F. It also contains Extreme Pressure additives that provide additional protection against friction and wear. Our Slick-Bars® are used across the globe with hundreds of satisfied customers.
Contact Anion Specialty Chemicals today to find out how proper, consistent use of Slick-Bar® can help prevent kiln support wear and protect your kilns from emergency failures. Our easy-to-use Slick-Bars® are available in many different lengths and widths to make sure they can be used on all brands of kiln manufacturers.

For faster customer service call:
P.O. Box 487
Oakwood, GA 30566
1-877-264-0131
877-264-0132
Product | ISO Grade | Viscosity @ 40°C/100°C | Viscosity Index | Flash Point °C/°F | Pour Point °C/°F | Specific Gravity |
|---|---|---|---|---|---|---|
Anion Omnigear 68 | 68 | 69/9.9 | 128 | 240/464 | =-48<55 | .88 |
Anion Omnigear 100 | 100 | 102/13.2 | 127 | 240/464 | =-45<49 | .87 |
Anion Omnigear 150 | 150 | 151.2/17.8 | 130 | 232/540 | =-45<49 | .86 |
Anion Omnigear 220 | 220 | 237/24.9 | 133 | 232/450 | =-37< 33 | .87 |
Anion Omnigear 320 | 320 | 309.6/28.3 | 123 | 232/450 | =-37<33 | .87 |
Anion Omnigear 460 | 460 | 480/41.0 | 133 | 232/450 | =-30<22 | .87 |
Anion Omnigear 680 | 680 | 609.2/44.5 | 121 | 232/450 | =-20<4 | 0.88 |